Produits




Mèche directe en fibre de verre ECR pour LFT-D/G
Mouchage direct pour LFT-D/G
Le roving direct pour LFT-D/G est formulé à partir d'un encollage renforcé au silane. Il est reconnu pour son excellente intégrité et dispersion des brins, son faible peluchage et son absence d'odeur, ainsi que sa haute perméabilité à la résine PP. Le roving direct pour LFT-D/G confère aux produits composites finis d'excellentes propriétés mécaniques et une résistance thermique remarquable.
spécifications du produit
| Code produit | Diamètre du filament (μm) | Densité linéaire (tex) | Résine compatible | Caractéristiques et application du produit |
| EW758Q EW758GL | 14, 16, 17 | 400, 600, 1200, 1500, 2400 | PP | Bonne intégrité et dispersion des mèches. Faible peluchage et odeur. Haute perméabilité avec résine PP Bonnes propriétés des produits finis Principalement utilisé dans les industries des pièces automobiles, du bâtiment et de la construction, de l'électronique et de l'électricité, de l'aérospatiale, etc. |
| EW758 | 14, 16, 17 | 400, 600, 1200, 2400, 4800 | PP
|
Transport direct pour LFT
Le roving direct pour LFT est enduit d'un agent d'encollage à base de silane et compatible avec les résines PP, PA, TPU et PET.
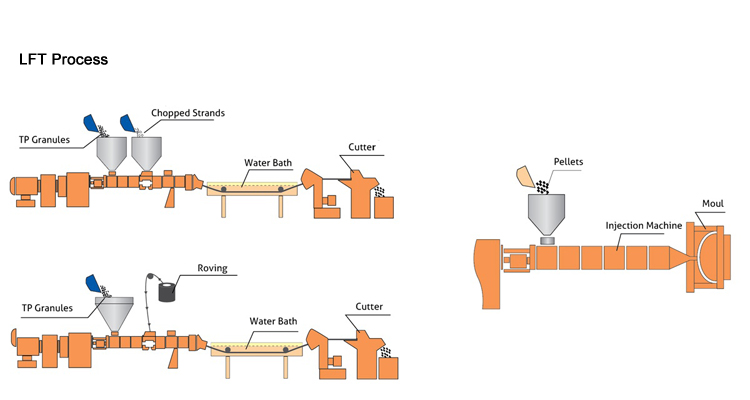
LFT-D : Des granulés de polymère et des mèches de verre sont introduits dans une extrudeuse à double vis où le polymère est fondu et un composé se forme. Ce composé fondu est ensuite moulé directement pour obtenir les pièces finales par injection ou par compression.
LFT-G : Le polymère thermoplastique est chauffé jusqu’à fusion et pompé dans la filière. Le ruban continu est tiré à travers une filière de dispersion afin d’assurer une imprégnation complète de la fibre de verre et du polymère et d’obtenir des barres consolidées, qui sont ensuite découpées en produits finis après refroidissement.







