Produits




Mèche directe en fibre de verre ECR pour tissage
Mèche directe pour le tissage
Ces produits sont compatibles avec les résines UP VE, etc. Ils offrent d'excellentes performances de tissage et sont conçus pour produire tous types de produits en PRV, tels que des mèches tissées, des mailles, des géotextiles et des tissus multiaxiaux, etc.
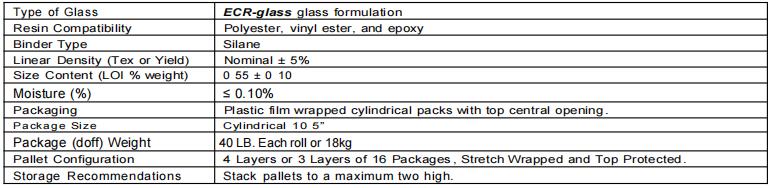
spécifications du produit
| Code produit | Diamètre du filament (μm) | Densité linéaire (tex) | Résine compatible | Caractéristiques et application du produit |
| EWT150 | 13-24 | 300, 413 600, 800, 1500, 1200, 2000, 2400 | UPVE
| Excellentes performances de tissage. Très faible peluchage. Utilisé pour la production de mèches tissées, de rubans, de tapis combinés et de tapis sandwich.
|
DONNÉES PRODUIT
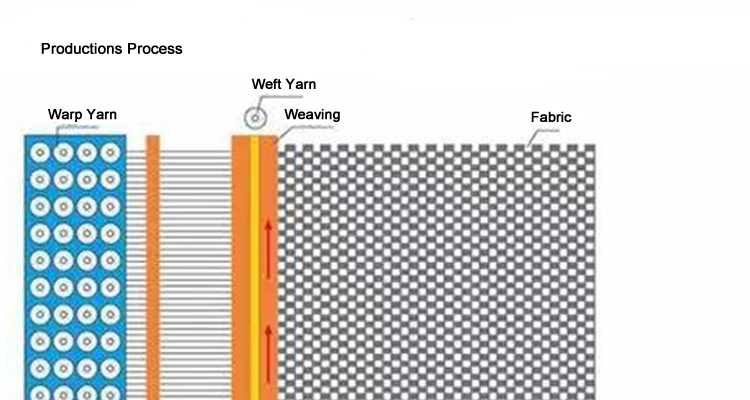
Mèche directe pour application de tissage
Les tissages en fibre de verre E sont utilisés dans la fabrication de bateaux, de tuyaux, d'avions et dans l'industrie automobile sous forme de composites. Ils servent également à la fabrication des pales d'éoliennes, tandis que les mèches de fibre de verre sont utilisées pour la production de tissages biaxiaux (±45°, 0°/90°), triaxiaux (0°/±45°, -45°/90°/+45°) et quadriaxiaux (0°/-45°/90°/+45°). Les mèches de fibre de verre utilisées pour la production de tissages doivent être compatibles avec différentes résines telles que le polyester insaturé, le vinylester ou l'époxy. Par conséquent, divers produits chimiques améliorant la compatibilité entre la fibre de verre et la résine de la matrice doivent être envisagés lors du développement de ces mèches. Lors de la production finale, un mélange de produits chimiques est appliqué à la fibre : c'est l'apprêt. L'encollage améliore l'intégrité des brins de fibres de verre (agent filmogène), la lubrification entre les brins (agent lubrifiant) et la formation de liaisons entre la matrice et les filaments de fibres de verre (agent de couplage). Il prévient également l'oxydation de l'agent filmogène (antioxydants) et inhibe l'apparition d'électricité statique (agents antistatiques). Les spécifications du nouveau roving direct doivent être définies avant le développement d'un roving de fibres de verre destiné au tissage. La conception de l'encollage nécessite le choix des composants en fonction des spécifications, suivi de la réalisation d'essais. Les produits d'essai sont testés, les résultats sont comparés aux spécifications cibles et les corrections nécessaires sont apportées. Différentes matrices sont également utilisées pour fabriquer des composites avec le roving d'essai afin de comparer les propriétés mécaniques obtenues.